商铺名称:河北沧林管道有限公司
联系人:于敬敬(小姐)
联系手机:
固定电话:
企业邮箱:957556734@qq.com
联系地址:盐山经济开发区
邮编:61300
联系我时,请说是在勒克斯之家上看到的,谢谢!
商品详情
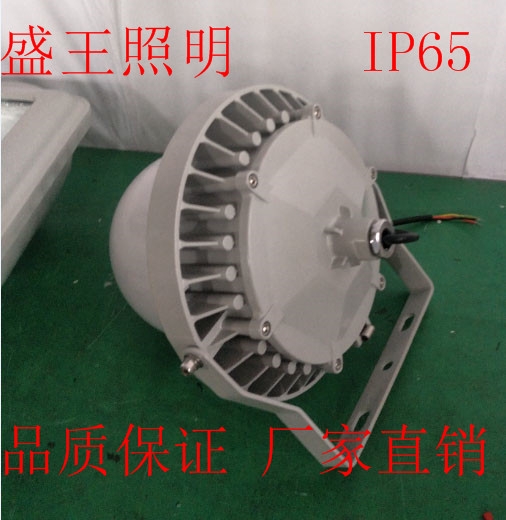
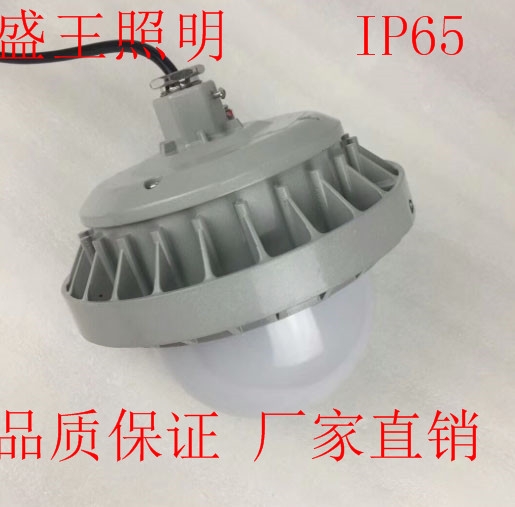
20G大口径高压封头工艺介绍
近年来由于采用旋压制遣工艺,为制造大直径椭圆形封头带来了方便。椭圆封头因综合性能较好,被广泛用于中低压容器。椭圆封头质量控制上遵循一系列的步骤。此步骤为:进料-理化-下料-热锻成型-热处理-检验-金加工-成品检验-标识-成品检验-标识-包装打字-发运。国标封头是石油化工、原子能到食品制多行业压力容器设备中不可缺少的重要部件。
凸形管帽包括:半球形管帽、椭圆形管帽、碟形管帽和球冠形管帽。从受力角度看凸形管帽中从半球形管帽逐渐不好,但从制造难度上看,逐渐好制造。
封头是容器的一个部件根据几何形状的不同,可分为球形、椭圆形、碟形、球冠形、锥壳和平盖等几种,其中球形 、椭圆形、碟形、球冠型封头又统称为凸形封头。在焊接上分为对焊封头,承插焊封头。用于各种容器设备,如储罐、换热器、塔、反应釜、锅炉和分离设备等。

1、热旋压成形工艺原理是:
金属材料的温度与强度成反比关系,随着温度升高,其强度会减弱。在600℃以下时,温度的改变对强度的影响并不是很大,当温度达到700℃时,材料的强度将会降低2/3左右,而当温度达到900℃时,其强度仅仅相当于常温时的1/10左右。热旋压就是利用该原理来实现封头的成形,用加热装置对封头需要旋压的部位进行局部加热,当达到一定温度时开始旋压,在旋压的过程中继续对封头需要变形的部位进行加热,直到封头旋压成形。
2、热旋压工艺的过程:
(1)热旋压的加热过程和热冲压完全相反,热冲压是在炉内加热至900℃以上,然后移动至冲压机内冲压成形,其温度是一个不断降温的过程,通常的规范要求终压温度必须高于680℃,在具体操作过程中很难把握和具体测定,原因是内部温度高而浅表温度低,所以经常出现一些超标状况。而热旋压是达到起旋温度后进行旋压,同时继续对封头进行加热,所以封头的温度是缓慢上升的,可以确保终旋温度达到规定值以上。

(2)具体的热旋压工艺:在压机上安装好需要旋压翻边的封头(压鼓或预压完成)以后,让封头旋转,同时用加热枪进行加热,当加热温度高于650℃时即可进行旋压,通过内、外部模具的不断旋转挤压来完成封头的翻边,通过安装在移动本体上的标尺或数字编码器反馈距离来判断封头的直径是否加工到位(需要预留封头冷却后的收缩尺寸),封头旋压完成后关闭加热枪。封头的终旋温度可达到850℃以上。
当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大,最后形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。不锈钢封头组织应力变化的最终结果是表层受拉应力,心部受压应力,恰好与热应力相反。组织应力的大小与工件在马氏体相变区的冷却速度、形状,材料的化学成分等因素有关。
在线询盘/留言